沈阳
沈阳


 156-40233637
156-40233637

















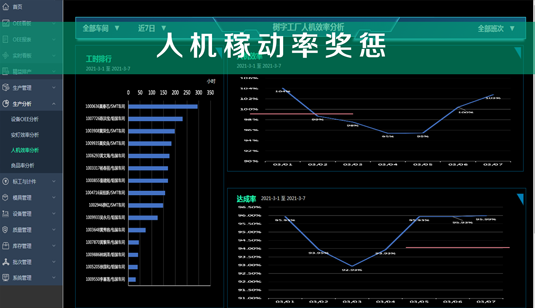
人机效率
人与机紧密配合,效率高达到130%
理论上一个班次可以产出10小时有效工时,
在操作人员与管理人员的共同努力下,在
合理的激励机制下,大有可能产出10小时
以上的“产出工时”;老板每天可以通过此
曲线图,掌握生产部门当天是赚钱还是赔钱
如果产出工时>计划标准工时,则员工多收入
老板节约机器工时与水电气老板赚钱;
相反则可以理解为生产部门当天是亏钱的。